大型旋盤のボトルネックは、削る時間ではなく重いワークの着脱と段取りにある。φ500・約170kgの鉄フランジを人がチャックへ毎回着け外しするのは、危険で重労働なうえ、機械を止めている時間が積み上がる。本稿は、この着脱をロボットで自動化する提案書として、選定・工程・レイアウト・効果と予想タクトまでを一枚にまとめたものだ。
課題:本当の律速は「着脱と段取り」
現状は、重量物のフランジを2人がかり、あるいはクレーン併用で旋盤チャックに着け外ししている。段取りのたびに機械が止まり、作業者は重量物の取り回しという安全リスクを負う。削る能力は十分でも、この前後の人手作業がライン全体の稼働率を押し下げているのが実情だ。
提案① 選定:門型ガントリーローダー
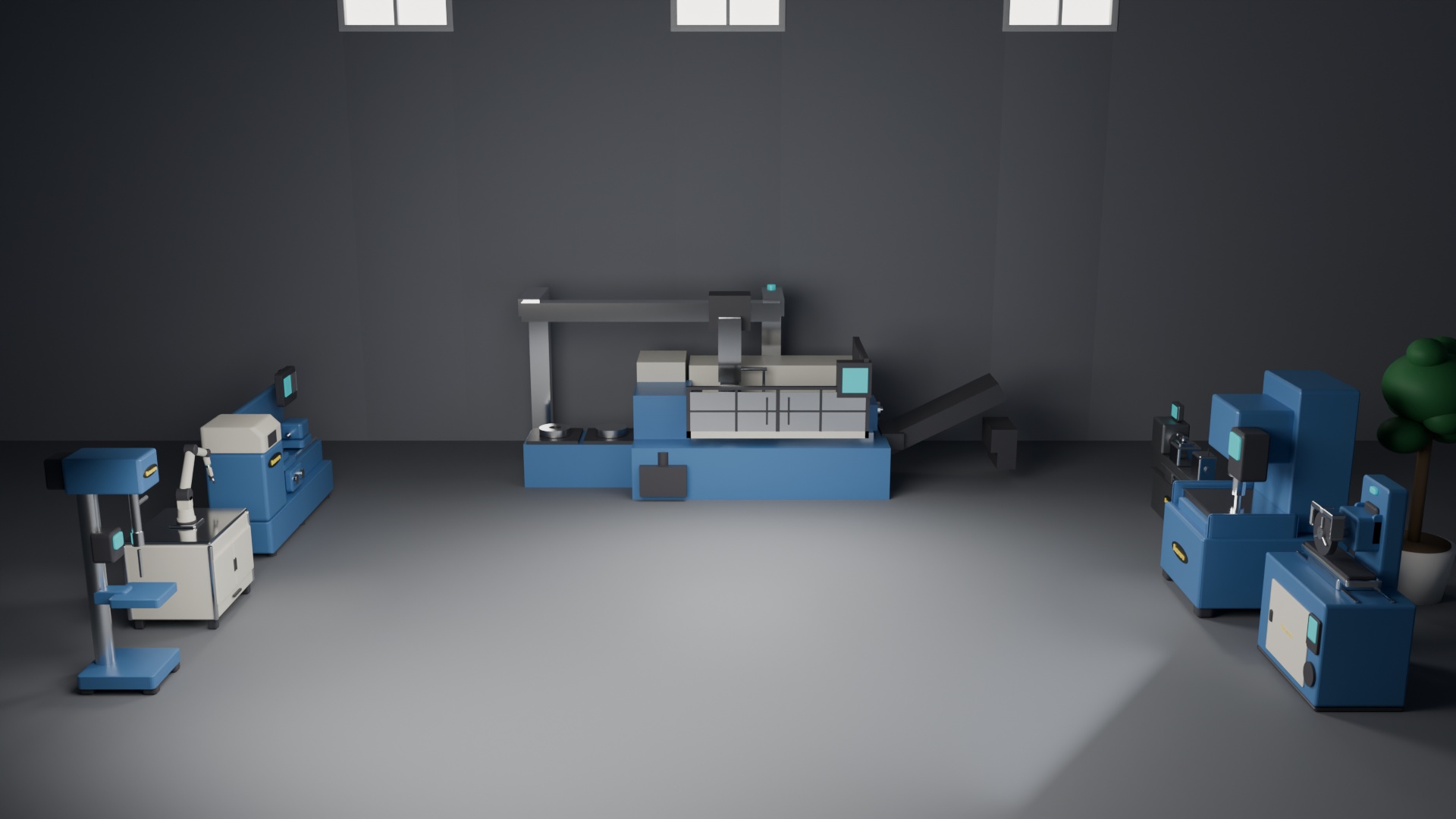
まずどのロボットで持つか。可搬数kg級の協働ロボットでは170kgのワークは扱えない。そこで機械の頭上を機械長手に走行する門型ガントリーローダーを選定する。柱は背面に立て、前面の作業スペースは空けたまま、垂直軸のラムで上方から着脱する。重量物クラスを安定して保持でき、旋盤1台への給材・取出しに無理がない構成だ。
提案② 工程・動線と予想タクト
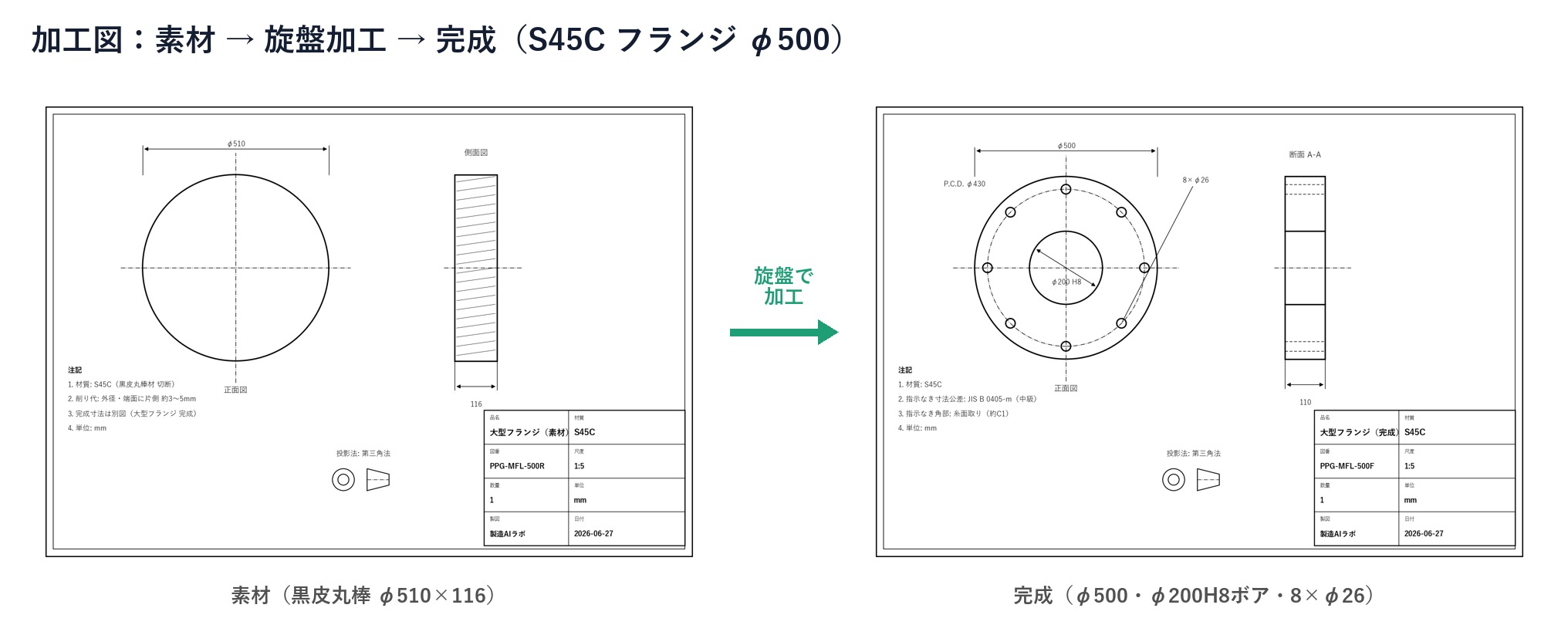
人手とロボットの役割を分ける。ロボは「つかむ・運ぶ・固定・取り出す」を担い、人は段取り指示と監視に回る。工程は ①ストッカーの素材をグリッパでつかむ ②旋盤へ運ぶ ③チャックの爪が締めて固定しグリッパは離す ④旋盤が回り刃物が削る ⑤削れたら掴み直して取り出し、仮置き場へ置く──の5ステップで回る。
予想タクトタイム:1個あたり 約6〜8分(概算)
- ガントリー着脱(完成品取出し+素材投入+チャック開閉):約1分
- 旋削(端面・外径・φ200H8ボアの中ぐり):約3〜4分
- 穴あけ 8×φ26(P.C.D.φ430・タレット駆動工具):約2〜3分
前提:φ500・S45C・1台運用・標準的な切削条件を仮定した概算で、材質ロット・刃具・切込み量で増減する。複数台を1人で見回る運用なら、人の正味作業時間はワーク当たり数十秒まで下げられる。
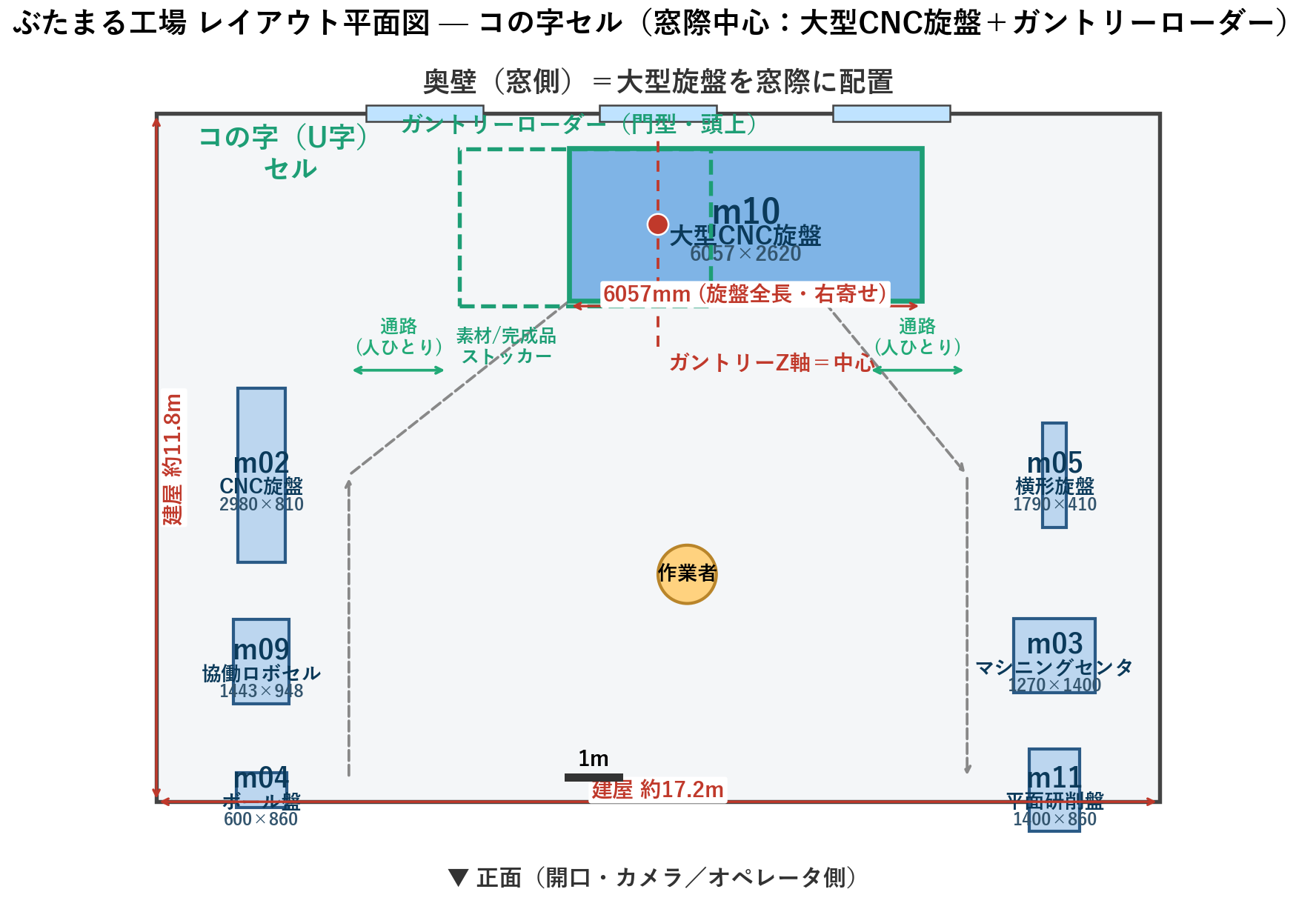
提案③ レイアウト:コの字セル
配置はコの字(U字)セルとする。窓際の中心に大型旋盤を据え、ガントリーの昇降軸をセルの中心に通す。左右の手前に他工程の機械を広げ、各機械の間と旋盤との間には人ひとりが通れる通路を確保した。前面は開口とし、オペレータが内側から全機を見渡せる。人とロボットの動線が交差しにくいのが、この配置の利点だ。
提案④ コスト・効果
効果は三つ。省人=重量物の着脱に充てていた人手(複数人やクレーン)が不要になる。稼働率=1人で複数台を見回り、夜間の無人運転まで広げられる。安全=170kgの手作業がなくなり、災害リスクを下げられる。導入費はローダー本体・ストッカー・安全柵の規模で数百万円規模からを見込むが、回収は稼働率と省人効果しだいで変わるため、ここでは具体的な回収月数は断定しない。自社のワーク質量と段取り頻度を起点に試算するのが現実的だ。
まとめ:着脱の自動化から始める
大型旋盤の自動化は、削る工程ではなく着脱から始めるのが要点になる。重い・危ない・繰り返す着脱をガントリーローダーに置き換えるだけで、機械の止まり時間と安全リスクが同時に減る。次のお題でも、選定・工程・レイアウト・効果を3Dで可視化しながら、現場で使える自動化提案を積み重ねていく。


コメント